

Номінальний тиск гідроциліндра не встановлюється довільно. Його всебічно розраховано на основі межі текучості матеріалу стовбура циліндра, структури товщини стінки та межі несучості ущільнень. Номінальний тиск стандартних загальних моделей приймає 16 МПа як базове проектне значення.
Цей параметр відповідає межі безпечного підшипника для звичайних бочок циліндрів з вуглецевої сталі, стандартних поліуретанових ущільнень і звичайних напрямних конструкцій, а також служить найпоширенішим стандартом вибору для гідравлічних систем будівельної техніки та причепів. При фактичній експлуатації допускається короткочасне перевищення миттєвого ударного тиску над номінальним тиском, тоді як тривалий безперервний робочий тиск не повинен перевищувати 85% від номінального значення. Це основний принцип конструкції, щоб уникнути внутрішнього витоку, прискореного старіння ущільнення та деформації стовбура циліндра.
За умов тривалого перевищення номінального тиску внутрішня стінка циліндра спричинить незначну пружну деформацію, а відповідний зазор між направляючою втулкою та штоком поршня зміститься, порушуючи початковий точний допуск 0,02–0,03 мм.
Зі збільшенням зазору бічний потік гідравлічного масла посилюється, і поршневе кільце сприймає нерівномірну силу, що призводить до поступового часткового зносу. На пізнішому етапі виникнуть типові несправності, такі як внутрішній витік, недостатня підйомна сила та швидке осідання навантаження, які також є основними причинами частих гідравлічних збоїв у обладнанні на місці.
Температура навколишнього середовища 20 ℃–30 ℃ є оптимальним діапазоном відповідності для конструкції матеріалу ущільнення. Поліуретанові та нітрилові гумові ущільнювачі зберігають стандартні значення твердості, пружного стиску та маслостійкості.
За цієї умови ущільнювальна кромка рівномірно прилягає до стінки циліндра та зберігає постійне попереднє натяг, зберігаючи стабільні характеристики масляного ущільнення протягом тривалого часу без надмірного зносу та деформації.
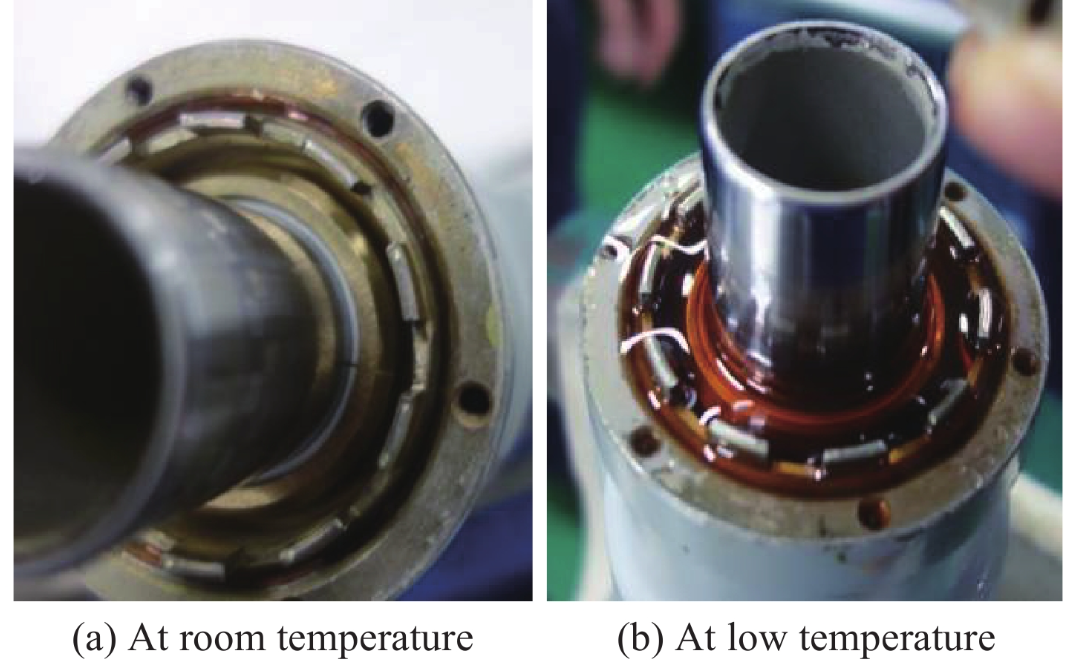
Коли температура падає нижче -15 ℃, молекулярна активність ущільнювальних матеріалів зменшується з більшою твердістю та нижчою в'язкістю. Гнучкість кріплення ущільнювальної кромки стає поганою і не може адаптовано компенсувати крихітні зазори, що є основною причиною витоку при низьких температурах.
Тривала робота при температурі вище 40 ℃ прискорить окислення гідравлічного масла та утворить колоїдні домішки. Тим часом ущільнювачі старіють і тверднуть швидше зі зниженою еластичністю, спричиняючи поступовий постійний невеликий витік і впливаючи на загальну робочу стабільність.
Нанесення твердого хромованого гальванічного покриття на поршневі штоки є стандартним промисловим процесом захисту. Для офіційних продуктів масового виробництва товщина покриття суворо контролюється в межах 0,08–0,12 мм.
Занадто тонке покриття не забезпечує достатньої стійкості до тертя піску та корозії, що призводить до появи подряпин та плям іржі за короткий час під час роботи на вулиці. Надмірно товсте покриття збільшить внутрішню поверхневу напругу та спричинить відшарування, що порушить гладкість поверхні та прискорить знос ущільнення.

Шорсткість поверхні готових поршневих стрижнів контролюється на рівні Ra0,2–Ra0,4 мкм. Ця точність відповідає вимогам телескопічного руху з низьким коефіцієнтом тертя та дозволяє уникнути подряпин на ущільнювальній кромці через мікрозадири на поверхні.
Надмірно висока шорсткість буде постійно зношувати пломбу мікроскопічними виступами; у той час як надмірно гладка поверхня зменшує здатність зберігати масло та ускладнює формування стабільної масляної плівки, збільшуючи ризик сухого тертя та скорочуючи термін служби ущільнювальних компонентів.
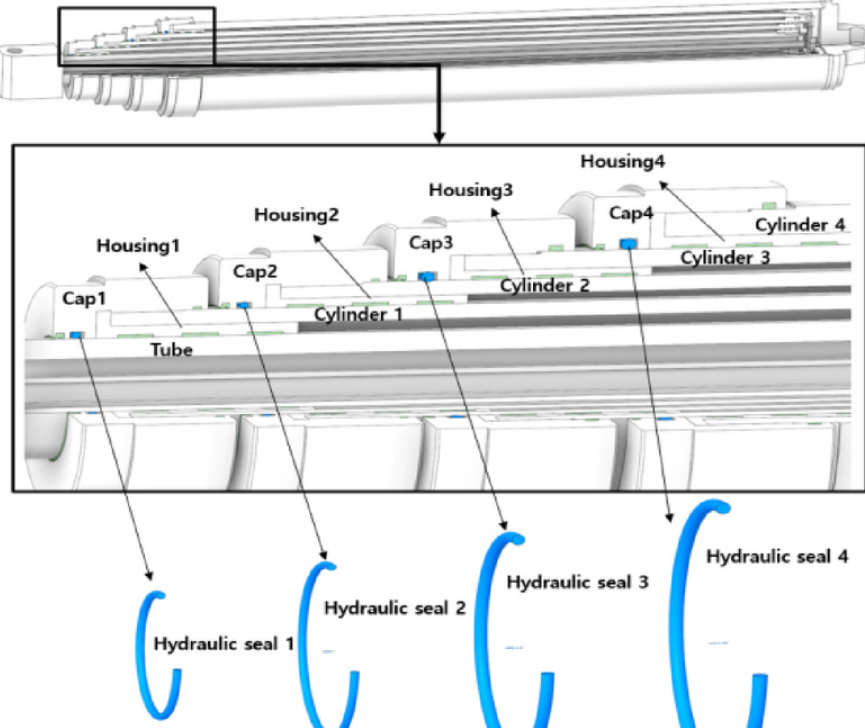
Багатоступеневі гідравлічні циліндри мають властиві структурні відмінності в ході, ефективній робочій площі та діаметрі масляного каналу кожного ступеня. Моделі без синхронної оптимізаційної конструкції призведуть до відхилення позиції під час повного ходу телескопічної роботи.
Коаксіальність обробки, зазор напрямної втулки та розподіл масляного потоку є трьома основними факторами процесу, що визначають точність синхронізації багатоступеневих циліндрів.
Вбудовані буферні дросельні конструкції на обох кінцяхгідроциліндризменшити швидкість потоку гідравлічного масла в кінці робочого ходу за допомогою амортизаційного ефекту дросельних отворів, уникаючи жорсткого удару між поршнем і торцевою кришкою.
Розумна конструкція буфера послаблює вплив старт-стоп, зменшує загальну вібрацію обладнання та знижує втомне пошкодження зварювальних швів і монтажних кронштейнів. Він особливо підходить для високочастотних сценаріїв запуску та зупинки, таких як підйомники, встановлені на транспортних засобах, портове обладнання та важке сільськогосподарське обладнання.
У галузевому стандарті точного складання монтажний зазор між направляючою втулкою та штоком поршня стабільно контролюється на рівні 0,02–0,03 мм.
Занадто малий зазор призведе до заклинювання та неплавного руху телескопа через теплове розширення при підвищенні температури; надмірний зазор збільшує радіальне тремтіння штока поршня, що призводить до зосередженого ексцентричного навантаження та одностороннього зносу, таким чином скорочуючи загальний цикл обслуговування.
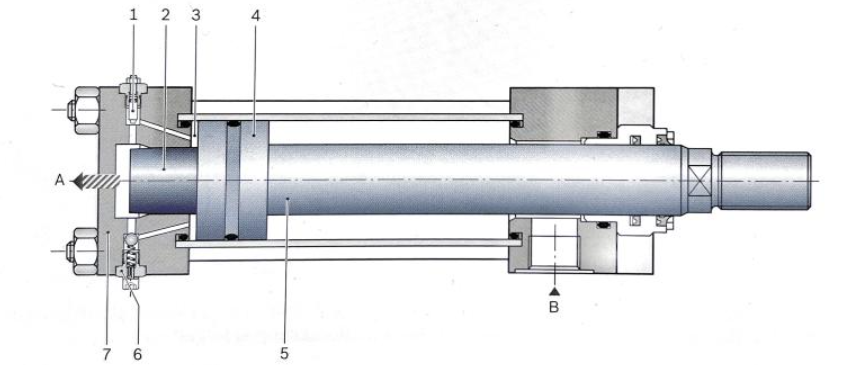
Співвісність складання стовбура циліндра, торцевої кришки, направляючої втулки та штока поршня є ключовим контрольним пунктом у виробництві та складанні.
Гідравлічні циліндри з надмірним відхиленням коаксіальності працюють під дією ексцентричної сили протягом тривалого часу, що значно збільшує ймовірність одностороннього зносу ущільнювачів і локальних подряпин на стінках циліндра. Це також важлива технічна причина очевидної різниці в термінах служби продуктів однакових специфікацій.



